


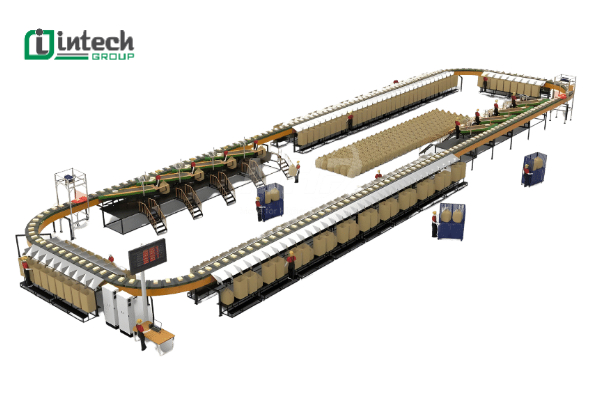
Components of a product sorting line
18-10-2025 84
Product sorting lines have become an indispensable technological solution for many businesses in the context of production and logistics that increasingly require automation and precision. This system allows goods to be classified based on criteria such as barcode, size, weight, color or order information, thereby optimizing packaging, storage and transportation processes.
With the combination of conveyor belt, electronic weighing system, sensor camera and pick to light to select products, the sorting line provides fast and stable working ability, reduces dependence on manual labor and ensures consistent quality. This is a technology widely applied in the production of components, machine parts, agricultural products, pharmaceuticals, e-commerce and logistics, helping to improve productivity as well as the efficiency of goods management.
In this article, Intech Group will help you learn in detail about its components and roles.
Advantages of automatic product sorting line
Compared to traditional sorting methods that depend heavily on labor, take up space and are prone to errors, automatic product sorting lines bring many outstanding advantages.
- Integrated with products such as visual inspection cameras, recognition sensors, sorting machines, electronic scales, selection mechanisms and transport conveyors, the system helps reduce up to 80% of the number of workers, saving labor costs and optimizing production space.
- Helps increase productivity 3-5 times compared to manual methods, while still maintaining high accuracy. Errors in sorting are controlled by the sensor system and central data management software.
- With designs from fishbone conveyors, hubs, levers, dividing mechanisms to central control systems connecting remote data, the device can be deployed in many industries:
Agricultural products, food: Classify vegetables, seeds, fruits by size and quality.
Electronics, mechanics: Screen and classify small detailed components.
Logistics, postal services, e-commerce: Process goods, mail, packages quickly and accurately.
Some specialized product sorting lines for the agricultural or plastic industries are also compactly designed, using cameras and trap and wiper mechanisms to sort granular and fiber details before transferring them to the hopper or conveyor belt.

Operating principle of product sorting line
The automatic product sorting line is made up of systems such as conveyors, sensors, visual inspection cameras, sorting machines and central control systems. Thanks to that, the sorting process takes place continuously, accurately and at high speed.
The basic operating process is as follows:
- Receiving products: Goods or items are put on the conveyor system, ensuring stable and sequential movement.
- Identification and inspection: Sensors and cameras will collect information from each product according to pre-programmed criteria such as weight, size, color, appearance or identification code.
- Data analysis: Information from sensors is sent to the central controller for processing and comparison with classification standards.
- Classification and navigation: Based on the analysis results, products will be transferred to the correct location through the selection mechanism, trap, lever or directional conveyor.
Storage and packaging: Finally, the product is placed in a tray, hopper or suitable storage area, ready for the next steps such as packaging, shipping or warehousing.
The entire process is automatic, continuous and synchronized, so the system not only ensures almost absolute accuracy but also improves productivity, reduces labor costs and minimizes errors in production and logistics.
Crossbelt parcel sorting system for high performance, low energy consumption, low noise and reduced error rate in sorting
Components of a product sorting line
Below are the basic components of a product sorting line applied by corporations and manufacturing plants:
1. Common types of conveyors
Conveyor systems can be customized based on production requirements such as speed, size and weight of products. The two most common types of conveyors today include:
Belt Conveyor: This is the most widely used type in sorting lines. The structure consists of a continuously moving belt, suitable for products of small to medium size and requiring high processing speed.
Roller Conveyor: This type of conveyor uses a series of rollers to move products, often applied to goods of large weight or bulky size. Thanks to reduced friction, roller conveyors support the transportation of heavy products easily and stably.
The industrial conveyor system plays a role in connecting and synchronizing the stages in the sorting line:
- Products are always moved smoothly through the sorting positions, helping the sensors and inspection cameras to operate accurately.
- Minimize manual processing, saving labor costs and production space.
- The speed and travel time of the conveyor can be adjusted, helping to synchronize with other operations such as scanning codes, analyzing, sorting and packaging.
- Thanks to continuous and stable operation, the conveyor system helps shorten processing time, reduce errors and increase overall productivity.
2. Sensors and detection devices
The sensor system and device ensure that product information is accurately identified, collected and analyzed, helping the line operate stably and minimize errors.
- Barcode scanner: Uses laser or image technology to read data printed on product labels. This information is used to identify and determine the product's destination. With fast processing speed, barcode scanners are suitable for e-commerce, logistics and postal industries.
- Machine Vision: Using industrial cameras combined with image processing algorithms for visual analysis can recognize shape, color, size or text on product labels. This is a flexible technology, applied in many industries from electronic component manufacturing, food to agricultural product classification.
- Proximity sensors: Proximity sensors detect the presence or absence of products without physical contact. They operate based on the principle of electromagnetic fields, ultrasound or infrared, often used to determine the position of products on the conveyor, supporting accurate classification.
- Weight sensors: Integrated into the conveyor to measure the mass of each product passing through, applied in many industries from classifying agricultural products, food or packaged goods.
Thanks to the modern sensor system, businesses can accurately identify products, quickly classify, limit confusion, promptly detect errors, reduce the rate of unqualified products, make decisions based on accurate data, and optimize the entire system's operations.
3. Sorting mechanism
3. Sorting mechanism
This mechanism is responsible for navigating, separating and bringing products to the correct specified location based on established criteria such as size, weight, barcode or distribution address. Depending on the application requirements, there are many different sorting mechanism solutions, each with its own advantages.
- Sorting arm: Works by pushing or pushing goods aside as they move on the conveyor. This mechanism is fixed at the sorting position and can operate flexibly according to control signals, often applied in lines with compact products and moderate speed.
- Cross belt sorter: Uses a small conveyor network mounted on the main conveyor system. When the product reaches the sorting point, the cross conveyor will operate and bring the product to the correct branch. This mechanism is capable of handling large quantities of goods continuously, suitable for logistics centers, e-commerce and express delivery industry.
- Rotating wheel sorter: This system is designed with 360-degree rotating wheels placed on the conveyor. When the product moves through, the wheel will rotate in a predetermined direction to direct the product to the desired position, suitable for lines that need to process many items at a fast pace.
- Lifting roller sorter: Uses push bars or rollers hidden under the conveyor. When sorting is needed, the roller will lift to redirect or push the product to the distribution branch, applied in warehouses, distribution centers or industries that require sorting according to many different criteria.
- Sliding shoe sorter: Has a horizontal sliding mechanism to push the product to the correct position. The advantage of this system is the ability to handle goods with a variety of sizes, weights and materials, applied in logistics centers or e-commerce businesses with complex and constantly fluctuating volumes.
4. Control systems and software
Control systems and software are the elements that help connect, synchronize and automate all activities, from product identification to classification and delivery to the correct destination.
- Automatic sorting: The control system receives data from sensors, barcode scanners or vision cameras to identify product information. Based on pre-programmed algorithms, the software will automatically make classification decisions, ensuring that goods are accurately directed to each conveyor branch or storage area.
- Conveyor control: Another important function is to manage the speed, direction of movement and acceleration and deceleration of the conveyor. Thanks to that, products are transported smoothly, at the right pace and without congestion.
- Smart sorting algorithms: The control applies complex algorithms to handle many different classification criteria such as size, weight, product type or destination. These algorithms operate in real time, making quick and flexible decisions, suitable for large-scale processing in modern logistics centers or warehouses.
- Error detection and recovery: Able to identify incidents such as misclassified products, congestion or technical errors. Once detected, the system will automatically take corrective measures such as rerouting products, sending warnings or stopping the line to avoid widespread incidents.
- Integration with enterprise systems: Ability to directly integrate with WMS (Warehouse Management System) or ERP (Enterprise Resource Planning). Thanks to that, classification data is synchronized with the entire management system, supporting businesses in controlling goods, forecasting demand and improving operating processes.
Some popular product classification lines today
Each type of line will be suitable for different product characteristics and production goals. Here are some popular sorting systems today:
Barcode product sorting line
Products that have been labeled with barcodes or QR codes will pass through the sensor system to be identified. All data such as production batch, production date, delivery address or shipping method are automatically analyzed to navigate the product to the correct collection location.
Practical applications:
-
Electronics - technology industry: sorting by model, production date or shipment.
-
Express delivery industry: sorting by delivery location, express delivery service - standard.
-
Agricultural industry: sorting by expiry date or quality level.
-
In particular, with the support of collaborative robots, AGV or palletizing systems, the line can reach a capacity of 10,000 products/hour, many times more productive than manual methods.

Product sorting line by weight
This line combines electronic weighing conveyor and automatic conveyor, allowing quick product sorting according to standard weight.
Typical applications:
- Fruit sorting by weight and size.
- Food packaging with exact weight according to regulations.
- Component quality control in industrial production.

Color Sorting Line
The system uses optical sensors or AI cameras to recognize and sort products based on color.
Practical applications:
- Food industry: sorting tomatoes, peppers, rice, coffee or plastic granules by color.
- Textile industry: distinguishing fabrics or accessories by color tone.

Product sorting line by size
This type of line integrates measuring sensors or camera systems to determine the size of each product.
Common applications:
- Electronics industry: classifying components by diameter, length or thickness.
- Packaging - food industry: classifying boxes, bottles, bags by standard size.
It can be seen that choosing the right type of line depends on the classification criteria (barcode, weight, color or size) and product characteristics. Diversity in technology helps businesses easily deploy automation solutions, improve production efficiency and meet modern management requirements.

Benefits of product sorting lines
Not only stopping at automation, the sorting line also contributes to optimizing production, management and business efficiency. Here are the outstanding benefits:
- Increase labor productivity: The product sorting line is equipped with automatic conveyor belts, modern sensors and AI cameras, allowing for product identification and classification at outstanding speeds.
- Reduce operating costs: Applying a sorting line means that businesses can cut personnel costs and reduce resource waste. With an automatic operating mechanism, the system maintains large-scale production for a long time without incurring many additional costs.
- Improve product quality: One of the outstanding advantages of the product sorting line is the ability to accurately check and evaluate each product based on many criteria: size, weight, color or barcode.
- Increase accuracy in warehouse management: For the logistics and warehousing sector, product sorting lines support fast and accurate processing of goods according to barcodes or QR codes.
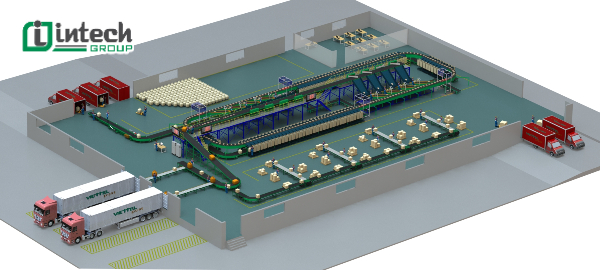
Application of product classification by volume for industries
Depending on each industry, this system can classify by weight, size, color or shape, bringing outstanding efficiency in productivity and accuracy.
Main conveyor and herringbone conveyor
The conveyor acts as the "backbone" of the product classification line. Products are transported on the main conveyor, then directed to the herringbone conveyor to move to the assembly locations. This design ensures continuity, reduces congestion and increases product processing speed.
Weighing and sensor systems
In the food, agricultural or fruit industries, classifying products by volume is a common application. Electronic weighing systems and sensors installed directly on the conveyor help measure quickly and accurately, ensuring each product is classified correctly according to predetermined criteria.
Industrial cameras and recognition algorithms
For logistics and e-commerce, packages have many different characteristics in terms of weight, color, and size. Industrial cameras combined with intelligent image analysis algorithms help identify and classify goods accurately.
Product selection/removal unit
In confectionery and food processing lines, processed products can be selected/removed by the system according to color or shape criteria. This structure helps the packaging process run smoothly while controlling quality more evenly.
Central control system and AI
Today, the system is becoming smarter thanks to the integration of artificial intelligence AI, allowing different classification scenarios to be set up depending on the needs. With a conveyor speed of up to 150m/min, the line can operate stably in harsh conditions such as high humidity, high temperature or high abrasion environments.

Notes when deploying a product sorting line
Notes when deploying a product sorting line
To ensure the system operates effectively and brings sustainable value to the business, the following notes are needed:
Understand specific requirements in the industry
Businesses need to clearly identify factors such as size, weight, fragility, accuracy and sorting speed. For example, in the food industry, hygiene safety is required, while in logistics, speed and the ability to handle a variety of package sizes are prioritized.
Integration with existing infrastructure
Businesses need to consider the area of the premises, the layout of the factory and the level of future expansion. Choosing a flexible, customizable and upgradeable line will help the system adapt to the long-term development of the business.
Consider the budget and return on investment (ROI)
Investing in a product sorting line often requires a large initial cost, including equipment purchase, installation and operator training. In addition, there are maintenance costs such as periodic maintenance, energy consumption and management personnel.
Therefore, businesses need to carefully analyze ROI, compare costs with benefits such as: increased productivity, reduced errors, labor savings and improved quality. The payback period needs to be specifically calculated to ensure that the investment decision is reasonable.
Understanding the components of the product sorting line and the factors to consider when implementing will help businesses optimize the production process, save costs and improve competitiveness.
As a pioneer in the field of automation solutions, Intech Group provides optimal parcel product sorting lines in the express delivery industry, integrating modern technology, meeting strict requirements from customers. With experience in implementing diverse projects and a team of highly specialized engineers, Intech Group is committed to providing businesses with comprehensive solutions, helping to optimize operational efficiency and improve service quality for your business. Contact Intech Group via hotline 0966.966.032 - 0983.113.387 for advice and support.