


Product Classification System by Weight: Structure and Specific Classification
29-08-2025 41
The product sorting system by weight is one of the important automation solutions, widely applied in industries such as food, seafood, agricultural products and logistics.
By combining precise sensor technology with intelligent control software, this system not only shortens processing time but also minimizes errors, saves costs and enhances competitiveness for businesses in the context of modern production.
In the article below, Intech Group will help you learn in detail about the operating principles, popular types of product classification systems and the advantages that this system brings, thereby helping businesses improve production efficiency and better meet market needs.
What is a product classification system by weight?
A product classification system by weight is an automated solution that helps identify, weigh and classify products based on pre-set weights. This system uses electronic weighing sensors combined with conveyors and intelligent controllers to ensure that each product is accurately classified according to specified weight levels.
This solution is widely used in industries such as food processing, seafood, agricultural products, pharmaceuticals and logistics, where accurate weight sorting plays a key role in quality control and packaging process optimization.

Advantages of product classification system
The application of product classification system in production and goods management brings many outstanding benefits and below are the outstanding advantages:
High processing efficiency
The automatic classification system operates at a fast and stable speed, helping to increase product processing speed, reduce waiting time and optimize the production process, suitable for businesses with large output and urgent delivery time requirements.
Outstanding accuracy
Thanks to the application of advanced technology and smart sensors, the system is capable of accurately classifying products according to pre-programmed criteria such as size, weight, color or identification code, helping to minimize errors, ensuring consistent product quality before packaging or distribution.
Automation and process optimization
Integrating the product classification system into the production line helps to completely automate the classification process, reduce dependence on human resources and limit risks from manual operations.
Flexible in operation
The system can handle a variety of products and is easily adjusted to adapt to changes in the production process, allowing businesses to expand or change their product portfolio without incurring additional investment costs.
Labor cost savings
Thanks to the ability to automate, businesses can reduce the number of personnel required for the sorting process, significantly saving labor costs and reducing resource waste.
Diverse classification criteria
The product classification system can operate based on many different criteria such as size, weight, shape, color or product code, meeting complex and diverse classification needs in many industries such as food, pharmaceuticals, logistics, manufacturing, etc.

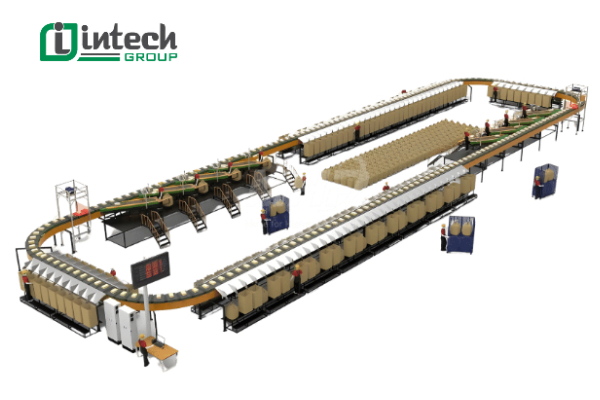
Structure and operating principle of product classification system
Each product classification system by weight will have a different structure and operating mechanism, depending on production requirements, applied technology and product characteristics. However, most systems include the following basic components:
Conveyor belt
The conveyor belt is the most important part, responsible for transporting products from one location to another in the chain. In the classification system, the conveyor belt helps to bring products to the classification area continuously and stably, ensuring high processing speed.
Chain transmission
The chain transmission consists of a drive chain and sprockets, which are responsible for transmitting motion from the engine (motor, reducer, etc.) to the conveyor belt. Depending on the design, the transmission can be performed directly or indirectly, ensuring smooth and accurate conveyor operation.
Pneumatic pistons and pneumatic valves
Pneumatic pistons: Located inside pneumatic cylinders, help regulate air pressure and flow to operate the sorting mechanisms.
Pneumatic valves: Control the flow of compressed air, allowing opening/closing, adjusting pressure or changing air direction in the system, helping to operate stably and flexibly.
Loading robots
Loading robots play an important role, are automatic devices that apply industrial robot technology, programmed to perform lifting, moving, and unloading operations quickly, accurately and safely.
Smart sensors
Sensors play a role in detecting and measuring product parameters such as size, weight, color, shape, etc. From there, the system will automatically classify according to programmed criteria, ensuring accuracy and high speed.
Engine
Is the power source for the operating system. Depending on the requirements, the system can use electric motors, pneumatic motors or hydraulic motors. Choosing the right motor helps optimize the performance and durability of the system.
Product Sorting Unit
This is the main processing center where products are sorted based on the information sent by sensors. The sorting unit will guide, push or push the products to the correct predetermined position in the line.
How the product sorting system works by weight
Products are loaded onto the conveyor from the receiving department, arranged into rows or a stable flow to prepare for the sorting process. As the products move on the conveyor, smart sensors collect important information such as size, weight, color, barcode or surface characteristics. Sensor data is sent to the central controller (PLC or industrial computer). Here, the system compares the information with pre-programmed criteria to decide on the corresponding sorting group.
Based on the control command, the product sorting cluster (which can be a pneumatic piston, lever or pusher) will put the products into the correct area or pre-determined container. After sorting, the products are transferred to the packaging area or the next processing stages. This cycle is repeated continuously until all products are sorted, helping to optimize processing speed, minimize errors and save labor costs.
Common types of product classification systems in industry today
In production and logistics, product classification systems are designed in a variety of ways to meet the classification requirements according to each characteristic of the goods. Below are the common types of classification systems and their operating principles:
Product classification system by weight
Using weight sensors or scales integrated on the conveyor belt to determine the weight of each product, commonly used in the food, seafood, and agricultural industries, helping to ensure that the product meets the set weight standards.
Product classification system by height
The height measuring sensor will activate the classification mechanism when the product passes through, based on the set height limit, used to classify bottles, boxes, and packages in the packaging and packaging industry.
Product classification system by color
Combining industrial cameras and image processing algorithms to identify product colors. Commonly used in agricultural fruit classification, food industry, oil industry and products requiring color distinction.
Product classification system by barcode
Use Barcode/QR code reader to identify product information, then put the product in the correct storage or packaging area, widely used in warehouses, postal services, e-commerce, logistics chains, helping to automate goods management, reduce confusion in transportation.
Product classification system by size
Size measuring sensor (length, width, height) to classify products according to set standards. Often used in beer filling, beverage, logistics and packaging products according to size standards, suitable for mass production with many different types of products.
How to choose a suitable product classification system by volume
To choose the optimal product classification system, businesses need to rely on clear criteria and closely follow actual needs.- It is necessary to clearly identify the product type, processing volume and classification requirements (by size, volume, color, barcode, etc.).
- The flexibility and customization of the system makes it easy to upgrade and adjust to meet changes in the production process.
- Prioritize systems with advanced search and filtering features, ensuring the classification process is fast and accurate.
- The ability to integrate with warehouse management software, ERP or IoT systems will help optimize operations, while increasing synchronization in data management.
- The performance, reliability and processing speed of the system are decisive factors for the overall productivity of the chain.
- Carefully consider the investment cost, operating cost and value that the system brings to ensure the right solution is chosen in terms of both efficiency and budget.
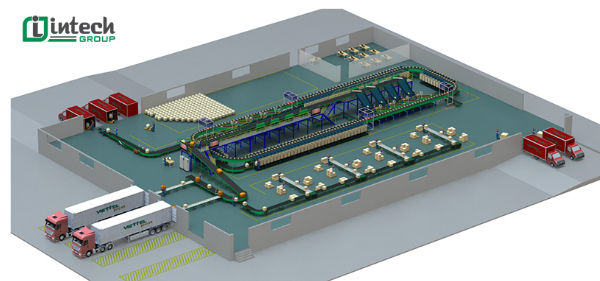
Intech Group provides smart product sorting system
Intech Group is one of the leading technology units in Vietnam in the field of designing and implementing parcel sorting line systems. We apply advanced technologies such as Crossbelt Sorter, Wave Sorter, Pop-up Sorter combined with IoT platform to operate, monitor and manage data remotely. Thanks to comprehensive IoT connection, all operational data is stored on the Server in real time, capable of automatically analyzing, comparing and giving warnings about the status of goods, helping businesses build effective logistics strategies.
Intech Group's sorting system allows classification according to many criteria such as shape, height, color, volume... with high accuracy and processing speed. This is an ideal solution for logistics, e-commerce and express delivery companies (CEP) that want to optimize processes, reduce costs and improve competitiveness. In addition, when combined with AGV autonomous vehicles and smart warehouses, industrial robots, and robot loading and unloading stations, this system becomes an important part of the Smart Factory model, meeting the trend of smart factories in the 4.0 era.
If your business is looking for a product classification system solution, Intech Group is a reliable partner. With experience implementing hundreds of automation projects in Vietnam, we provide complete design, installation and integration solutions, meeting all needs from warehousing, logistics to industrial production.