


What is a tap? How to classify and choose the right tap today?
07-10-2025 47
Taro is an indispensable step in the precision machining process, playing an important role in ensuring high quality products.
To operate effectively and complete the machining program according to standards, the worker needs to clearly understand the concept of tap, the structure of the thread tap and the popular types of taps today. Let's explore the details with Intech Group in this article.
What is tap?
Tapping is a method of using a specialized drill bit to create internal and external threads on products that require screwing with different diameters. Not only applied in the mechanical processing industry, tap is also popular in civil life, used to create threads or repair details and household items effectively.

Basic parameters in the CNC tapping cycle
Understanding and mastering the parameters of the CNC tapping cycle not only helps optimize the programming process but also ensures accuracy and efficiency in mechanical processing. Here are the important parameters to pay attention to:
Machining point coordinates
X, Y: Determine the location of the point to be threaded on the machined surface.
Hole bottom coordinates
Z: Coordinates of the deepest point in the tapping process, determining the length of the thread to be created.
Depth of each slice
Q: Specifies the depth that the tap will machine in each step, ensuring that the thread is created evenly.
Safety height
R: The starting point of the threading cycle, set to avoid collision between the tap and the workpiece during the machining process.
Hole bottom dwell time
P: Rest time when the tap reaches the bottom of the hole, helping to ensure the thread is completed accurately.
Note when operating
After completing the tapping cycle, the operator needs to cancel the cycle command by using the G80 command to avoid conflicts when programming the next steps.
Distinguishing between Straight Thread Tap and Reverse Thread Tap
Straight Thread Tap (Standard Thread G84)
Straight thread tap is commonly used in thread machining, with the thread direction in the right-hand direction and the spindle movement rotating forward (M03). Below is the sequence in the G84 cycle:
- Move to machining coordinates: The cutter shaft moves to the programmed X, Y coordinates.
- Advance to safe height R: Ensure the starting position of the machining is at a safe level.
- Cutting motion: The cutter shaft drills down to the desired depth Z to create a thread.
- Stop the spindle: Stop the rotation to prepare for reverse cutting.
- Reverse spindle (M04): The spindle reverses, the cutter rotates backward to return to safe height R.
- Stop the spindle: Complete the reversal process.
- Normal rotation (M03): The spindle returns to the forward rotation state, the tool rotates to the initial coordinate G98 or keeps the R level with G99.

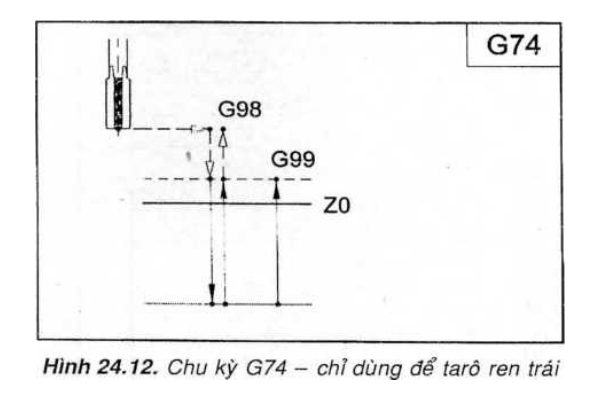
Reverse Thread Tapping (Left Thread G74)
Reverse thread tapping, cycle symbol G74, creates threads in the left-hand direction with the reverse spindle movement (M04). The steps are as follows:
- Move to machining coordinates: The cutter shaft quickly reaches the programmed X, Y coordinates.
- Go to safe height R: Ensure the starting position of the machining is at a safe level.
- Cutting motion: The cutter shaft drills deep into the hole in the Z direction to create threads.
- Stop the spindle: Temporarily stop the rotation before reversing.
- Spindle forward rotation (M03): The spindle rotates forward so that the cutter returns to the safe height R.
- Stop the spindle: Complete the machining cycle.

Main differences:
- Thread direction: Forward thread (G84) is right-handed; reverse thread (G74) is left-handed.
- Main shaft movement: Forward thread uses M03 for forward rotation, while reverse thread uses M04 for reverse rotation.
The specific process of each type ensures accuracy and efficiency in mechanical processing, in accordance with the technical requirements of each product.
Structure of the tap
The tap is an important tool in thread machining, specially designed to meet the requirements of precise and efficient thread cutting. The structure of the tap includes 3 main parts:
Tap head
The head is the part that performs the thread cutting function. Outstanding features:
-
Cutting thread: Designed along the head to perform the cutting and threading process.
-
Workpiece release groove: There are 3 to 4 grooves running along the tip of the tap, helping to create a cutting edge and push the workpiece out during the machining process, ensuring that the thread surface is not damaged by the workpiece being stuck.
-
The neck of the tap is designed with a round cross-section, without threads, providing the following functions:
-
Technical information: Important values such as diameter, thread pitch, screw thread type are engraved to avoid confusion when using.
-
Connection function: Acts as a bridge between the head and tail, ensuring firmness during the machining process.
The tail of the tap
The tail is where the hand tool or tapping machine comes into contact, designed with the following characteristics:
- Square cross-section: Ensures the ability to firmly insert into the tapping handwheel or tapping machine clamps.
- Easy to operate: Suitable design for quick disassembly and convenient use.
The tap’s three-part construction – head, neck, and tail – not only optimizes the cutting process but also ensures precision and convenience in threading. The synchronous coordination between the parts makes this tool the top choice in mechanical processing.
Classification of taps
Tap bits are important mechanical tools, classified according to many criteria to meet different machining needs. Below are common ways to classify tap bits:
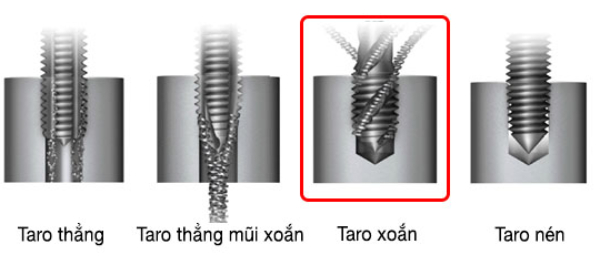
1. Classification by chip discharge groove design
Straight taps
- Characteristics: The chip discharge groove runs straight from the head to the tail, helping chips escape from the bottom of the hole easily.
- Application: Suitable for through holes in materials such as soft steel, aluminum, copper, etc.
- Advantages:
+ Simple design, easy to use.
+ Affordable price, suitable for basic machining jobs.
Material: Usually made from high speed steel (HSS) or hard alloy.
Twisted taps
- Characteristics: Has a spiral chip discharge groove, helping to push chips out of the hole effectively.
- Application: Suitable for machining blind or deep holes, especially in materials that are difficult to drain chips.
- Advantages:
+ Reduces the risk of broken bits due to chip jamming.
+ High durability, good performance.
- Disadvantages: Higher cost than straight taps.
2. Classification by processing method
Machine taps
- Characteristics:
+ Designed specifically for CNC machines or automatic tapping machines.
+ Can have straight or spiral chip discharge grooves.
- Advantages:
+ Meet high precision in mass processing.
+ Fast processing, high efficiency.
- Disadvantages: Requires investment in machinery and operating techniques with high initial costs.
Hand taps
- Characteristics:
+ Used by hand, often accompanied by a tap handle.
+ Suitable for manual or small-scale machining jobs.
- Advantages:
+ Easy to use, no need for complex machinery.
+ Suitable for soft materials such as aluminum, copper, not too hard steel.
- Disadvantages:
+ Slow processing speed.
+ Errors can easily occur if there is no good technique, difficult to process deep holes or hard materials.
3. Other classification methods
By thread pitch:
- Standard pitch tap.
- Fine pitch tap.
By thread direction:
- Right thread tap.
- Left thread tap.
By tap material:
- High speed steel tap (HSS).
- Carbon steel tap, alloy steel.
By processing material:
- Tap for normal steel, tempered steel.
- Tap for stainless steel, aluminum, copper, cast iron.
By chip processing method:
- Cutting tap.
- Compression tap.
Classifying taps based on design, processing method and material helps users easily choose the most suitable type for each specific application, ensuring optimal processing performance and quality.
How to choose the right tap
How to choose the right tap
Choosing the right tap not only ensures accuracy but also helps optimize machining efficiency and ensures safety during the threading process. Below are detailed instructions for choosing the right tap for each machining need.
1. Determine the type of thread to be machined
Male thread or female thread: This is the first step to choosing the right tap.
Thread size:
- Thread diameter (major diameter).
- Pitch - determines the fineness or coarseness of the thread.
2. Determine the material to be machined
The machined material directly affects the durability and cutting ability of the tap. Here are some suggestions:
- Aluminum, regular steel: Use HSS taps to ensure performance and cost savings.
- Hardened steel, stainless steel: Choose TiN or TiAlN coated taps because they have high hardness and wear resistance.
- Super hard materials: Use PCD (Polycrystalline Diamond) taps to ensure maximum durability in machining.
3. Determine the tapping method
-
Machine tapping:
Use a machine tap to ensure high precision and fast machining speed.
Suitable for mass production and CNC machining.
Hand tapping:
+ Choose a hand tap for easy operation and control of the machining process.
+ Suitable for small mechanical workshops or manual work.
4. Choose according to the requirements of precision and threaded hole surface
High precision requirements, smooth threaded hole surface: Use a tap with a fine thread pitch to ensure machining quality and aesthetics.
General requirements: Use a tap with a coarse thread pitch, suitable for jobs that do not require too high precision.
Choosing the right tap depends on many factors such as thread type, machining material, tapping method and technical requirements. By clearly identifying the above factors, businesses can optimize processing efficiency, improve productivity and save costs. Above is an overview of basic information about taro compiled by Intech Group experts. For more information, please contact hotline: 0983 113 387 - 0966 966 032 for 24/7 advice and support.
Reference: