


What is an Industrial Camera?
10-10-2025 232
In recent years, industrial cameras have become increasingly popular and play an important role in many manufacturing fields. These devices help monitor, analyze, and detect product errors with high accuracy, minimizing dependence on human labor. Let’s learn more about industrial cameras, their characteristics, classifications, and outstanding applications.
What is an Industrial Camera?
Industrial Camera are specialized cameras designed to operate in industrial environments. They are used for:
- Monitoring automated production stages.
- Product sorting and measurement.
- Automated error checking.
- Robot navigation.
- Barcode scanning and many other applications.

This type of camera is often built to withstand harsh conditions such as:
- High temperature.
- High pressure.
- Strong vibration.
Thanks to its flexibility, industrial cameras can be widely used in monitoring products on conveyor belts, detecting microscopic errors that are difficult for humans to detect.
Outstanding features of industrial cameras
Industrial cameras (Industrial Camera) are completely different from conventional cameras thanks to the following outstanding features:
1. High durability
Industrial cameras are designed with a sturdy shell, helping to protect internal components from the effects of:
- Moisture, dust.
- Toxic gases and harsh environmental factors.
- The manufacturing materials are usually metal or specially reinforced plastic, ensuring high durability. These devices are capable of operating well in a wide temperature range, from -40°C to +70°C, even higher.
In addition, industrial cameras are also resistant to shocks and mechanical vibrations. This explains why their life cycle far exceeds that of conventional cameras, helping to reduce replacement and maintenance costs over a long period of time.
2. High accuracy
Industrial cameras have outstanding resolution, meeting strict requirements for inspection and monitoring:
- High-end lines have a resolution of up to 150 Megapixels.
- Some special devices, such as VN-25MX and VN-200MX, achieve resolutions of 225MP and 427MP respectively with image formats up to 23760x18012 pixels.
- Thanks to high resolution, industrial cameras ensure sharp image quality, suitable for tasks such as product quality inspection, detecting microscopic errors that cannot be detected by the naked eye.
3. Operating Principle
The task of an industrial camera is completely different from that of a conventional camera, leading to a specific design and operating principle:
Specialized design: The camera is equipped with a fixed lens, additional filters and integrated industrial interface.
Control software: Operations are managed through a PC and specialized software, allowing connection and signal transmission via cable or wireless network such as Wi-Fi.
High-tech integration: Infrared and thermal camera lines are designed to operate in harsh conditions, such as metal processing or high-pressure environments.
Unlike conventional cameras, industrial cameras do not need components such as flash, viewfinder or shutter button. All operations are automated and integrated into larger industrial systems.
4. Great investment value
With outstanding features in design, durability and ability to operate in harsh environments, industrial cameras cost significantly more than conventional cameras. However, this is a worthy investment thanks to its long-term effectiveness and reliability in applications requiring high precision.
Industrial cameras are not only a monitoring device, but also a powerful support tool in automation and quality control. With durability, precision and the ability to operate in harsh environments, they become an indispensable choice for modern businesses that want to optimize production processes.
Application of industrial cameras in industries
Industrial cameras are increasingly widely used, becoming an essential tool in many fields:
- Machine vision: Support image processing in automation systems.
- Traffic control: Manage traffic flow, detect violations.
- Medicine: Accurate diagnostic imaging in modern medical equipment.
- Science: Support research and analysis in experiments requiring high precision.
- Production and manufacturing: Quality control and automation of production processes.
- Security systems: Ensuring safety in life and working environment.

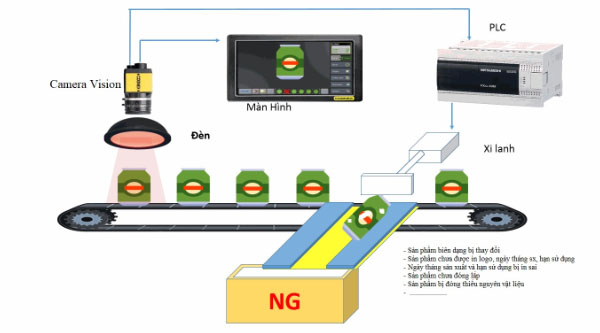
Industrial camera applications in production
Industrial camera applications in production
Industrial cameras play an important role in optimizing the production process, bringing high efficiency thanks to the ability to process images and automatic communication.
1. Identify and check the appearance of production
Previously, product inspection was often done manually, which was prone to errors and time-consuming.
With industrial cameras, detecting product errors becomes faster and more accurate, ensuring that no defective products are released to the market.
2. Measuring and checking product dimensions without contact
When producing on a large scale, manual measurement becomes difficult and time-consuming.
Industrial cameras support measuring distance, angle, area and product fit with high accuracy.
This technology helps to minimize labor costs and minimize errors compared to traditional measurement methods.
3. Optical character inspection
Industrial cameras are capable of checking characters on product packaging such as dates, product codes, and verifying print quality.
Based on stored or directly collected font samples, the camera ensures high accuracy, with a processing capacity of up to 90,000 products/hour.
4. Product barcode inspection
The camera helps evaluate the quality of barcodes printed on product packaging and processes images quickly, in just under 10ms.
The camera can scan barcodes from many different angles, even when the product is rotated, not in a fixed position, or in a constantly changing lighting environment.
Industrial cameras are not just ordinary surveillance devices, but also advanced technological solutions, helping to optimize production processes, reduce costs and improve product quality. Investing in an industrial camera system is a necessary step for businesses to modernize and increase competitiveness.
Popular industrial camera lines for product error inspection
In industrial production, using cameras to check for product errors helps optimize processes and improve product quality. Below are the three most popular industrial camera lines:

1. Area Scan Camera
Full-area scanning capability: Area Scan Camera can capture the entire image area in one scan with many different resolutions.
High image acquisition speed: Provides clear, sharp images, meeting the needs of industrial image processing.
Diverse applications: Suitable for automatic product inspection, robot navigation in industrial production lines.
2. Line Scan Camera
Fast scanning speed: Line Scan Camera stands out with its ability to continuously scan images, ensuring sharp image quality.
Customizable configuration: Users can choose the resolution and lens to suit their needs.
Flexible connection: Line Camera is equipped with an interface that easily connects to computers, supporting automation systems in production.
3. Network Camera (IP Camera)
Advanced technology: Integrated with high-quality image sensors and direct data processing systems.
Network image transmission: Network Camera has the ability to record and transmit real-time images via network connection, supporting effective monitoring and detection of product errors.
Wide application: Not only in industry, IP Camera is also commonly used in private homes, schools, offices, and streets to ensure security.
Industrial camera lines such as Area Scan, Line Scan, and Network Camera play an essential role in improving production quality, helping businesses optimize processes and minimize the risk of defective products. Choosing the right camera line will bring maximum efficiency to your production system.
Industrial cameras not only help optimize production but also improve accuracy, increase productivity and reduce labor costs. With the ability to operate in harsh conditions, they are increasingly becoming indispensable tools in modern factories and enterprises.
Learn more about industrial camera solutions to choose the right equipment for your needs.
Reference: