


Hệ thống phân loại sản phẩm theo màu sắc: Ứng dụng & Phân loại
23-10-2025 35
Hệ thống phân loại sản phẩm theo màu sắc đang trở thành công nghệ không thể thiếu giúp doanh nghiệp nâng cao năng suất và độ chính xác trong quy trình kiểm soát chất lượng trong kỷ nguyên tự động hóa. Hệ thống này sử dụng cảm biến quang học, camera màu và thuật toán xử lý hình ảnh để nhận diện và phân loại sản phẩm dựa trên màu sắc một cách nhanh chóng, chính xác tuyệt đối.
Hệ thống này ứng dụng rộng rãi trong các ngành như thực phẩm, dược phẩm, điện tử và bao bì. Cùng Intech Group tìm hiểu chi tiết hơn về khái niệm, nguyên lý hoạt động, ưu điểm và ứng dụng thực tế trong nội dung dưới đây!
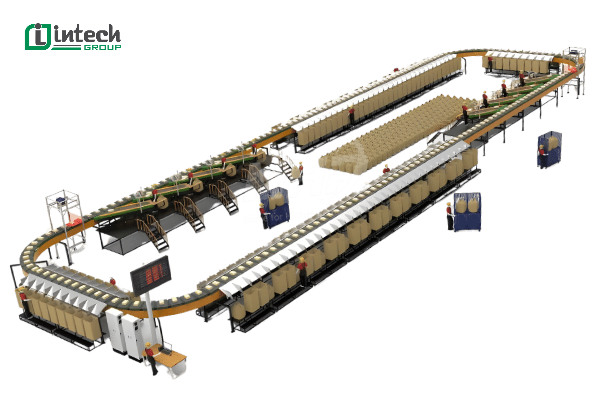
Hệ thống phân loại bưu kiện Crossbelt Intech Group cho hiệu suất cao, tiêu thụ năng lượng thấp và giảm tỉ lệ lỗi khi phân loại.
Hệ thống phân loại sản phẩm theo màu sắc là gì?
Hệ thống phân loại sản phẩm theo màu sắc là một phần trong dây chuyền xử lý vật liệu tự động, được thiết kế để phân loại sản phẩm dựa trên các tiêu chí cụ thể như màu sắc, trọng lượng, kích thước, mã vạch, lô sản xuất, ngày sản xuất, hoặc địa điểm giao hàng.
Hệ thống này hoạt động nhờ sự kết hợp giữa cảm biến quang học, camera màu và phần mềm điều khiển thông minh, giúp nhận diện và phân loại sản phẩm với độ chính xác cao mà không cần can thiệp thủ công. Trong quá trình vận hành, robot gắp và đặt sản phẩm cùng băng tải tự động sẽ di chuyển, sắp xếp hàng hóa vào đúng vị trí lưu trữ hoặc khu vực xử lý tương ứng.
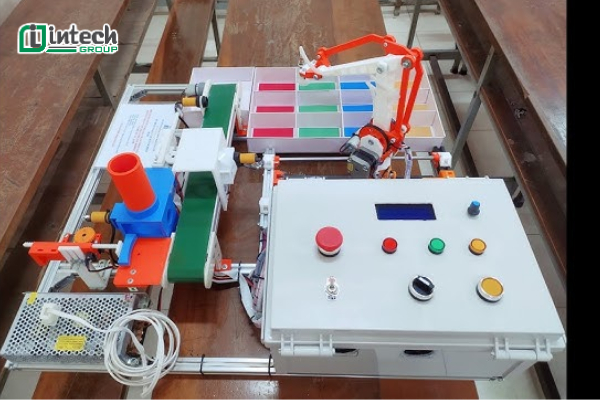
Hệ thống phân loại sản phẩm theo màu sắc
Đặc điểm nổi bật của hệ thống phân loại sản phẩm theo màu sắc
Điểm nổi bật của hệ thống phân loại sản phẩm theo màu sắc nằm ở khả năng phân loại linh hoạt theo nhiều tiêu chí khác nhau như màu sắc, kích thước, chiều cao, trọng lượng hoặc các đặc điểm nhận dạng riêng của từng loại hàng hóa.
Hệ thống hoạt động dựa trên công nghệ thị giác máy (machine vision) tiên tiến, kết hợp cùng camera công nghiệp độ phân giải cao để nhận diện chính xác từng sản phẩm. Các thuật toán xử lý hình ảnh sẽ phân tích và đưa ra lệnh điều khiển tự động, giúp robot hoặc băng tải đưa sản phẩm đến đúng vị trí tương ứng.
Thông qua dây chuyền phân loại sản phẩm tự động, hàng hóa được đảm bảo tính đồng đều, ổn định về chất lượng, hình dáng và trọng lượng trước khi đóng gói hoặc xuất kho. Không chỉ giúp giảm thiểu sai sót con người, hệ thống còn hỗ trợ nhà sản xuất theo dõi, lưu trữ và truy xuất thông tin sản phẩm nhanh chóng đáp ứng yêu cầu khắt khe của các mô hình sản xuất hiện đại.
Ưu điểm vượt trội của hệ thống phân loại sản phẩm theo màu sắc
Hệ thống phân loại sản phẩm theo màu sắc có thể kết hợp giữa công nghệ Pick to Light, băng tải, băng chuyền thông minh và cảm biến thị giác để nhận diện, phân loại và sắp xếp sản phẩm nhanh chóng, chính xác.
-
Hệ thống có khả năng làm việc liên tục với tốc độ cao, giúp rút ngắn thời gian chia chọn và xử lý đơn hàng.
-
Nhờ cảm biến màu và camera công nghiệp, sản phẩm được phân loại chuẩn xác, hạn chế tối đa sai sót trong quá trình vận hành.
-
Việc tích hợp băng tải, băng chuyền và công nghệ Pick to Light giúp giảm số lượng nhân sự vận hành, đồng thời tăng năng suất và tiết kiệm chi phí sản xuất.
-
Hệ thống có thể làm việc 24/7 mà không bị gián đoạn, phù hợp với các dây chuyền sản xuất quy mô lớn.
-
Giảm nguy cơ tai nạn lao động, đồng thời loại bỏ quy trình giấy tờ, giúp tối ưu hóa quản lý thông tin.
-
Thiết kế nhỏ gọn, dễ dàng tích hợp với các hệ thống băng tải, băng chuyền hiện có trong nhà máy.
-
Hệ thống tự động ghi nhận dữ liệu sản phẩm theo thời gian thực, giúp doanh nghiệp quản lý hiệu quả hàng hóa và tránh tình trạng tồn đọng.
![Ưu điểm vượt trội của hệ thống phân loại sản phẩm theo màu sắc]()
Vai trò của hệ thống phân loại sản phẩm theo màu sắc trong sản xuất hiện đại
Dưới đây là những vai trò nổi bật của hệ thống này trong thực tế sản xuất:
Giảm lỗi sản phẩm, nâng cao năng suất và tốc độ vận hành
Hệ thống phân loại sản phẩm hoạt động ổn định với khả năng phân loại và gắp sản phẩm ở tốc độ cao nhờ ứng dụng cảm biến màu sắc và camera công nghiệp, sản phẩm được phân loại chính xác theo từng tiêu chí, giúp duy trì năng suất và chất lượng ổn định.
Bên cạnh đó, hệ thống còn có thể kiểm tra và tự động phát hiện tình trạng quá tải, đảm bảo hoạt động liên tục, góp phần xây dựng dây chuyền sản xuất và nhà kho thông minh cho doanh nghiệp.
Thực hiện các thao tác phức tạp và liên tục
Máy gắp và phân loại được trang bị cảm biến lực và cảm biến hình ảnh, cho phép thực hiện các quy trình phân loại phức tạp. Hệ thống có thể tự động đo lường, thu thập dữ liệu và cải tiến hiệu suất theo thời gian thực, giúp tối ưu chất lượng phân loại và tốc độ xử lý.
Tiết kiệm chi phí và tối ưu hóa nguyên vật liệu
Nhờ tự động hóa quy trình phân loại, doanh nghiệp có thể giảm đáng kể chi phí nhân công, đồng thời hạn chế sai sót trong thao tác thủ công.
Nâng cao năng lực cạnh tranh của doanh nghiệp
Hệ thống phân loại sản phẩm giúp đảm bảo chất lượng đầu ra đồng đều, đáp ứng tiêu chuẩn xuất khẩu và yêu cầu khắt khe của thị trường. Nhờ vậy, doanh nghiệp có thể tăng uy tín thương hiệu và nâng cao lợi thế cạnh tranh trên thị trường trong và ngoài nước.
Dễ dàng lắp đặt và tích hợp linh hoạt
Với thiết kế nhỏ gọn và khả năng cấu hình linh hoạt, hệ thống có thể được lắp đặt nhanh chóng trên các dây chuyền hiện có, giảm thời gian cấu hình lên đến 16 lần. Đặc biệt, nó có thể tích hợp dễ dàng với robot gắp đặt, băng tải và các thiết bị tự động khác, giúp tạo nên một hệ thống sản xuất đồng bộ và hiệu quả cao.

Các hệ thống phân loại sản phẩm phổ biến nhất năm 2025
Tùy theo đặc tính hàng hóa và yêu cầu vận hành, doanh nghiệp có thể lựa chọn những công nghệ phân loại khác nhau. Dưới đây là 4 hệ thống phân loại sản phẩm phổ biến nhất năm 2025.
Hệ thống phân loại sản phẩm theo mã vạch (Barcode/QR Code)
Hệ thống hoạt động dựa trên việc quét mã Barcode hoặc QR Code để nhận dạng thông tin chi tiết của sản phẩm như lô sản xuất, model, ngày sản xuất, đơn hàng hoặc địa điểm giao hàng.
Nhờ ứng dụng công nghệ cảm biến quét mã tốc độ cao, hệ thống này có thể đạt năng suất 10.000 sản phẩm/giờ, hiệu quả cao gấp 3 - 5 lần so với phương pháp thủ công, đồng thời giảm sai sót gần như tuyệt đối. Đây là giải pháp lý tưởng cho các nhà kho tự động, trung tâm phân phối và hệ thống đóng gói tự động.

Hệ thống phân loại sản phẩm theo khối lượng
Hệ thống này được thiết kế dành cho ngành thực phẩm, thủy hải sản và nông sản, nơi khối lượng là yếu tố then chốt để xác định chất lượng và tiêu chuẩn hàng hóa. Cảm biến trọng lượng (loadcell) được tích hợp trong băng tải phân loại, giúp đo khối lượng sản phẩm nhanh chóng, chính xác và tự động phân luồng đến các vị trí phù hợp.
.jpg)
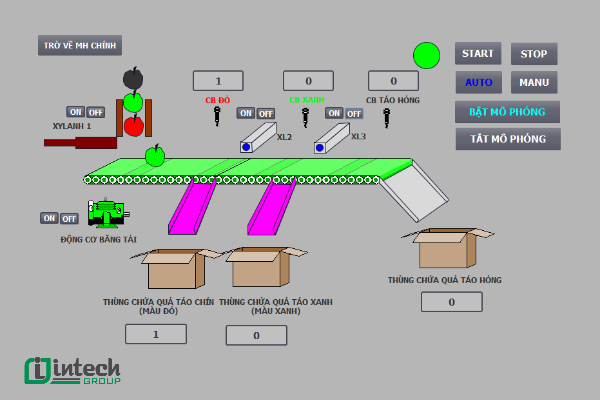
Hệ thống phân loại sản phẩm theo màu sắc
Là từ khóa trọng tâm trong xu hướng tự động hóa 2025, hệ thống phân loại sản phẩm theo màu sắc ứng dụng công nghệ thị giác máy tính (machine vision) và camera công nghiệp độ phân giải cao để nhận diện và xử lý hình ảnh sản phẩm, phù hợp với nhiều ngành như nông nghiệp, thực phẩm, dầu khí, dược phẩm hoặc tái chế. Với năng suất 0,8 - 1,5 tấn/giờ và độ chính xác lên đến 99%, hệ thống giúp loại bỏ sản phẩm lỗi màu, sai tông, hoặc không đạt tiêu chuẩn, đảm bảo đồng đều chất lượng trước khi đóng gói.

Hệ thống phân loại sản phẩm theo kích thước
Tốc độ phân loại có thể đạt 3–5 tấn/giờ (tương đương 1.000–1.100 sản phẩm/phút), đảm bảo hiệu suất cao và hoạt động ổn định. Được ứng dụng trong ngành trái cây, thực phẩm, nông sản hoặc linh kiện điện tử, hệ thống này hoạt động dựa trên cảm biến quang học hoặc camera đo kích thước. Giải pháp này giúp doanh nghiệp tự động hóa khâu kiểm định, đồng nhất kích thước hàng hóa và nâng cao độ chính xác trong đóng gói, vận chuyển.

Phương pháp lựa chọn hệ thống phân loại sản phẩm theo màu sắc phù hợp
Một hệ thống hiệu quả không chỉ giúp nâng cao năng suất mà còn là nền tảng quan trọng trong việc phát triển kho thông minh, nhà máy thông minh (Smart Factory) tối ưu hóa toàn bộ quy trình vận hành.
Bước 1: Xác định mục tiêu và thách thức cụ thể
Doanh nghiệp cần làm rõ mục tiêu của việc phân loại – ví dụ: tăng tốc độ xử lý, giảm sai sót, hay tự động hóa hoàn toàn dây chuyền sản xuất. Việc hiểu rõ thách thức hiện tại giúp bạn xác định đúng giải pháp công nghệ cần thiết.
Bước 2: Tìm hiểu công nghệ phân loại hiện đại
Các hệ thống phân loại tiên tiến thường sử dụng cảm biến màu sắc, camera vision, kết hợp cánh tay robot công nghiệp và băng tải tự động để đảm bảo tốc độ và độ chính xác cao. Cần so sánh các công nghệ này giúp bạn chọn được hệ thống phù hợp nhất với đặc thù sản phẩm.
Bước 3: Phân tích đặc tính sản phẩm
với sản phẩm dễ vỡ hoặc có giá trị cao, cần lựa chọn công nghệ nhận diện và cơ cấu phân loại tinh vi hơn như kích thước, trọng lượng, hình dạng và tính chất vật liệu để đảm bảo an toàn trong suốt quá trình vận chuyển.
Bước 4: Đánh giá thông lượng và không gian nhà xưởng
Xác định công suất hoạt động và diện tích sẵn có trong nhà máy hoặc kho thông minh giúp bạn lựa chọn hệ thống phân loại có quy mô và tốc độ phù hợp, tránh lãng phí đầu tư.

Intech Group cung cấp hệ thống phân loại sản phẩm hàng đầu Việt Nam
Với hơn 14 năm kinh nghiệm trong lĩnh vực tự động hóa công nghiệp, Intech Group là đơn vị tiên phong cung cấp các giải pháp phân loại sản phẩm theo màu sắc, khối lượng, kích thước hiện đại, chính xác và tối ưu chi phí cho doanh nghiệp.
-
Chất lượng vượt trội: Sản phẩm được chế tạo trên dây chuyền hiện đại, đảm bảo độ bền và hiệu suất cao.
-
Tùy chỉnh linh hoạt: Giải pháp được thiết kế theo đặc thù từng ngành, từng loại sản phẩm.
-
Đội ngũ chuyên gia kỹ thuật giàu kinh nghiệm: Luôn sẵn sàng tư vấn và hỗ trợ triển khai nhanh chóng.
-
Chi phí tối ưu - Hiệu quả bền vững: Mang đến giá trị lâu dài cho doanh nghiệp trong hành trình chuyển đổi sang nhà máy và kho thông minh.
Tại Intech Group, các hệ thống phân loại sản phẩm được thiết kế và tùy chỉnh linh hoạt theo yêu cầu từng doanh nghiệp, dễ dàng tích hợp với robot gắp sản phẩm, băng tải, băng chuyền Pick to Light hoặc hệ thống quản lý kho thông minh (WMS) mang đến giải pháp toàn diện cho tự động hóa sản xuất và logistics hiện đại. Liên hệ ngay để được tư vấn và hỗ trợ qua Hotline 0966.966.032 - 0983.113.387.