


Hệ thống phân loại sản phẩm theo khối lượng: Cấu tạo và Phân loại cụ thể
13-08-2025 2.420
Hệ thống phân loại sản phẩm theo khối lượng là một trong những giải pháp tự động hóa quan trọng, được ứng dụng rộng rãi trong các ngành công nghiệp như thực phẩm, thủy sản, nông sản và logistics.
Bằng việc kết hợp công nghệ cảm biến chính xác cùng phần mềm điều khiển thông minh, hệ thống này không chỉ rút ngắn thời gian xử lý mà còn giảm thiểu sai sót, tiết kiệm chi phí và nâng cao tính cạnh tranh cho doanh nghiệp trong bối cảnh sản xuất hiện đại.
Bài viết dưới đây, Intech Group sẽ giúp bạn tìm hiểu chi tiết về nguyên lý hoạt động, các loại hệ thống phân loại sản phẩm phổ biến và ưu điểm mà hệ thống này mang lại, từ đó giúp doanh nghiệp nâng tầm hiệu quả sản xuất và đáp ứng tốt hơn nhu cầu thị trường.
Hệ thống phân loại sản phẩm theo khối lượng là gì?
Hệ thống phân loại sản phẩm theo khối lượng là một giải pháp tự động hóa giúp nhận diện, cân đo và phân loại sản phẩm dựa trên trọng lượng được cài đặt trước. Hệ thống này sử dụng cảm biến cân điện tử kết hợp với băng tải và bộ điều khiển thông minh để đảm bảo từng sản phẩm được phân loại chính xác theo các mức khối lượng quy định.
Giải pháp này được ứng dụng rộng rãi trong các ngành công nghiệp như chế biến thực phẩm, thủy sản, nông sản, dược phẩm và logistics, nơi việc phân loại chính xác theo trọng lượng đóng vai trò then chốt trong việc kiểm soát chất lượng và tối ưu hóa quy trình đóng gói.

Ưu điểm của hệ thống phân loại sản phẩm
Việc ứng dụng hệ thống phân loại sản phẩm trong sản xuất và quản lý hàng hóa mang lại nhiều lợi ích vượt trội và dưới đây là những ưu điểm nổi bật:
Hiệu suất xử lý cao
Hệ thống phân loại tự động hoạt động với tốc độ nhanh và ổn định, giúp tăng tốc độ xử lý sản phẩm, giảm thời gian chờ đợi và tối ưu quy trình sản xuất, phù hợp với các doanh nghiệp có sản lượng lớn và yêu cầu thời gian giao hàng gấp.
Độ chính xác vượt trội
Nhờ ứng dụng công nghệ tiên tiến và cảm biến thông minh, hệ thống có khả năng phân loại sản phẩm chính xác theo các tiêu chí lập trình sẵn như kích thước, trọng lượng, màu sắc hay mã định danh, giúp giảm thiểu sai sót, đảm bảo chất lượng sản phẩm đồng nhất trước khi đóng gói hoặc phân phối.
Tự động hóa và tối ưu quy trình
Việc tích hợp hệ thống phân loại sản phẩm vào dây chuyền giúp tự động hóa hoàn toàn công đoạn phân loại, giảm sự phụ thuộc vào nhân công và hạn chế rủi ro từ thao tác thủ công.
Linh hoạt trong vận hành
Hệ thống có thể xử lý nhiều loại sản phẩm khác nhau và dễ dàng điều chỉnh để thích ứng với sự thay đổi của quy trình sản xuất, cho phép doanh nghiệp mở rộng hoặc thay đổi danh mục sản phẩm mà không tốn nhiều chi phí đầu tư bổ sung.
Tiết kiệm chi phí nhân công
Nhờ khả năng tự động hóa, doanh nghiệp có thể giảm số lượng nhân sự cần thiết cho công đoạn phân loại, tiết kiệm đáng kể chi phí lao động và giảm lãng phí tài nguyên.
Đa dạng tiêu chí phân loại
Hệ thống phân loại sản phẩm có thể hoạt động dựa trên nhiều tiêu chí khác nhau như kích thước, trọng lượng, hình dạng, màu sắc hoặc mã sản phẩm, đáp ứng nhu cầu phân loại phức tạp và đa dạng trong nhiều ngành công nghiệp như thực phẩm, dược phẩm, logistics, chế tạo…

Cấu tạo và nguyên lý hoạt động của hệ thống phân loại sản phẩm
Mỗi hệ thống phân loại sản phẩm theo khối lượng sẽ có cấu trúc và cơ chế vận hành khác nhau, tùy thuộc vào yêu cầu sản xuất, công nghệ áp dụng và đặc thù sản phẩm. Tuy nhiên, hầu hết các hệ thống đều gồm những thành phần cơ bản dưới đây:
Băng tải, băng chuyền
Băng tải là bộ phận quan trọng nhất, đảm nhận nhiệm vụ vận chuyển sản phẩm từ vị trí này sang vị trí khác trong dây chuyền. Trong hệ thống phân loại, băng tải giúp đưa sản phẩm đến khu vực phân loại một cách liên tục và ổn định, đảm bảo tốc độ xử lý cao.
Bộ truyền xích
Bộ truyền động xích gồm dây xích truyền động và bánh nhông, có nhiệm vụ truyền chuyển động từ động cơ (motor, hộp giảm tốc…) đến băng tải. Tùy thiết kế, truyền động có thể được thực hiện trực tiếp hoặc gián tiếp, đảm bảo băng tải vận hành êm và chính xác.
Pít tông khí nén và van khí nén
Pít tông khí nén: Nằm bên trong xi lanh khí nén, giúp điều chỉnh áp suất và lưu lượng khí để vận hành các cơ cấu phân loại.
Van khí nén: Kiểm soát luồng khí nén, cho phép mở/đóng, điều chỉnh áp suất hoặc đổi hướng khí trong hệ thống, giúp hoạt động ổn định và linh hoạt.
Robot bốc xếp
Robot bốc xếp đóng vai trò quan trọng, là thiết bị tự động ứng dụng công nghệ robot công nghiệp, được lập trình để thực hiện các thao tác nâng, di chuyển, xếp dỡ hàng hóa một cách nhanh chóng, chính xác và an toàn.
Cảm biến thông minh
Cảm biến có vai trò phát hiện và đo lường các thông số sản phẩm như kích thước, trọng lượng, màu sắc, hình dạng… Từ đó, hệ thống sẽ tự động phân loại theo tiêu chí đã lập trình, đảm bảo độ chính xác và tốc độ cao.
Động cơ
Là nguồn cung cấp năng lượng cho hệ thống vận hành. Tùy yêu cầu, hệ thống có thể sử dụng động cơ điện, động cơ khí nén hoặc động cơ thủy lực. Việc lựa chọn động cơ phù hợp giúp tối ưu hiệu suất và độ bền của hệ thống.
Cụm phân loại sản phẩm
Đây là trung tâm xử lý chính, nơi sản phẩm được phân loại dựa trên thông tin cảm biến gửi về. Cụm phân loại sẽ điều hướng, gạt hoặc đẩy sản phẩm đến đúng vị trí đã định sẵn trong dây chuyền.
Nguyên lý hoạt động của hệ thống phân loại sản phẩm theo khối lượng
Sản phẩm được đưa lên băng chuyền từ bộ phận tiếp nhận, sắp xếp thành hàng hoặc luồng di chuyển ổn định để chuẩn bị cho quá trình phân loại. Khi sản phẩm di chuyển trên băng tải, cảm biến thông minh sẽ thu thập các thông tin quan trọng như kích thước, trọng lượng, màu sắc, mã vạch hoặc đặc điểm bề mặt. Dữ liệu cảm biến được gửi đến bộ điều khiển trung tâm (PLC hoặc máy tính công nghiệp). Tại đây, hệ thống sẽ so sánh thông tin với các tiêu chí đã được lập trình sẵn để quyết định nhóm phân loại tương ứng.
Dựa trên lệnh điều khiển, cụm phân loại sản phẩm (có thể là pít tông khí nén, tay gạt hoặc cánh đẩy) sẽ đưa sản phẩm vào đúng khu vực hoặc thùng chứa đã định sẵn. Sau khi phân loại, sản phẩm được chuyển tiếp đến khu vực đóng gói hoặc các công đoạn xử lý tiếp theo. Chu trình này liên tục lặp lại cho đến khi toàn bộ sản phẩm được phân loại xong, giúp tối ưu hóa tốc độ xử lý, giảm thiểu lỗi và tiết kiệm chi phí nhân công.
Các loại hệ thống phân loại sản phẩm phổ biến trong công nghiệp hiện nay
Trong sản xuất và logistics, hệ thống phân loại sản phẩm được thiết kế đa dạng để đáp ứng yêu cầu phân loại theo từng đặc điểm của hàng hóa. Dưới đây là các loại hệ thống phân loại phổ biến và nguyên lý hoạt động của chúng:
Hệ thống phân loại sản phẩm theo khối lượng
Sử dụng cảm biến trọng lượng hoặc bàn cân tích hợp trên băng tải để xác định khối lượng từng sản phẩm, ứng dụng phổ biến trong ngành thực phẩm, thủy hải sản, nông sản, giúp đảm bảo sản phẩm đạt tiêu chuẩn khối lượng theo thiết lập.
Hệ thống phân loại sản phẩm theo chiều cao
Cảm biến đo chiều cao sẽ kích hoạt cơ cấu phân loại khi sản phẩm đi qua, dựa trên giới hạn chiều cao đã cài đặt, dùng để phân loại chai lọ, hộp, kiện hàng trong ngành đóng gói, sản xuất bao bì.
Hệ thống phân loại sản phẩm theo màu sắc
Kết hợp camera công nghiệp và thuật toán xử lý hình ảnh để nhận diện màu sắc của sản phẩm. Sử dụng phổ biến trong nông nghiệp phân loại trái cây, công nghiệp thực phẩm, ngành dầu và các sản phẩm yêu cầu phân biệt màu.
Hệ thống phân loại sản phẩm theo mã vạch
Sử dụng đầu đọc Barcode/QR code để nhận diện thông tin sản phẩm, sau đó đưa sản phẩm vào đúng khu vực lưu trữ hoặc đóng gói, sử dụng nhiều trong kho vận, bưu chính, thương mại điện tử, dây chuyền logistics, giúp tự động hóa quản lý hàng hóa, giảm nhầm lẫn trong vận chuyển.
Hệ thống phân loại sản phẩm theo kích thước
Cảm biến đo kích thước (chiều dài, rộng, cao) để phân loại sản phẩm theo tiêu chuẩn đã cài đặt. Thường được ứng dụng trong ngành chiết rót bia, nước giải khát, logistics và các sản phẩm đóng gói theo tiêu chuẩn kích thước, phù hợp cho sản xuất hàng loạt với nhiều loại sản phẩm khác nhau.
Cách chọn lựa hệ thống phân loại sản phẩm theo khối lượng phù hợp
Để lựa chọn hệ thống phân loại sản phẩm tối ưu, doanh nghiệp cần dựa trên những tiêu chí rõ ràng và bám sát nhu cầu thực tế.
- Cần xác định rõ loại sản phẩm, khối lượng xử lý và yêu cầu phân loại (theo kích thước, khối lượng, màu sắc, mã vạch…).
- Tính linh hoạt và khả năng tùy chỉnh của hệ thống giúp dễ dàng nâng cấp, điều chỉnh để đáp ứng sự thay đổi trong quy trình sản xuất.
- Ưu tiên những hệ thống có tính năng tìm kiếm và lọc nâng cao, đảm bảo quá trình phân loại diễn ra nhanh chóng và chính xác.
- Khả năng tích hợp với các phần mềm quản lý kho, ERP hoặc hệ thống IoT sẽ giúp tối ưu vận hành, đồng thời tăng tính đồng bộ trong quản lý dữ liệu.
- Hiệu suất, độ tin cậy và tốc độ xử lý của hệ thống là yếu tố quyết định đến năng suất chung của dây chuyền.
- Cân nhắc kỹ chi phí đầu tư, chi phí vận hành và giá trị mà hệ thống mang lại để đảm bảo lựa chọn giải pháp phù hợp cả về hiệu quả lẫn ngân sách.
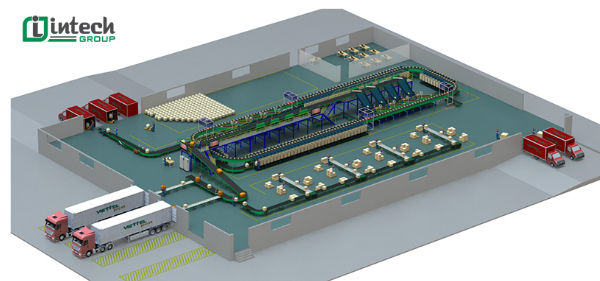
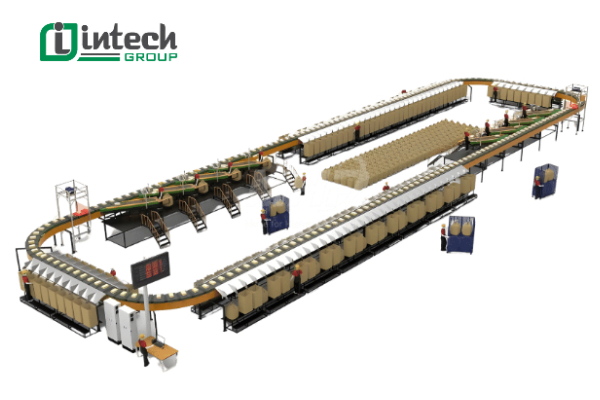
Intech Group cung cấp hệ thống phân loại sản phẩm thông minh
Intech Group là một trong những đơn vị công nghệ hàng đầu tại Việt Nam trong lĩnh vực thiết kế và triển khai hệ thống dây chuyền phân loại bưu kiện. Chúng tôi áp dụng dụng các công nghệ tiên tiến như Crossbelt Sorter, Wave Sorter, Pop-up Sorter kết hợp nền tảng IoT để vận hành, giám sát và quản lý dữ liệu từ xa. Nhờ kết nối IoT toàn diện, toàn bộ dữ liệu vận hành được lưu trữ trên Server theo thời gian thực, có khả năng tự động phân tích, so sánh và đưa ra cảnh báo về tình trạng hàng hóa, giúp doanh nghiệp xây dựng chiến lược logistics hiệu quả.
Hệ thống phân loại của Intech Group cho phép phân loại theo nhiều tiêu chí như hình dạng, chiều cao, màu sắc, khối lượng… với độ chính xác và tốc độ xử lý cao. Đây là giải pháp lý tưởng cho các doanh nghiệp logistics, thương mại điện tử và các công ty chuyển phát nhanh (CEP) muốn tối ưu hóa quy trình, giảm chi phí và nâng cao năng lực cạnh tranh. Bên cạnh đó, khi kết hợp cùng xe tự hành AGV và kho thông minh, robot công nghiệp, trạm robot bốc xếp thì hệ thống này trở thành một phần quan trọng trong mô hình Smart Factory, đáp ứng xu hướng nhà máy thông minh trong kỷ nguyên 4.0.
Nếu doanh nghiệp của bạn đang tìm kiếm một giải pháp hệ thống phân loại sản phẩm thì Intech Group chính là đối tác tin cậy. Với kinh nghiệm triển khai hàng trăm dự án tự động hóa tại Việt Nam, chúng tôi cung cấp giải pháp thiết kế, lắp đặt, tích hợp trọn gói, đáp ứng mọi nhu cầu từ kho bãi, logistics đến sản xuất công nghiệp.