


PLC là gì? Nguyên lý làm việc và lời khuyên khi lựa chọn thiết bị PLC
12-04-2025 11526
Trong bối cảnh công nghiệp hóa hiện đại, sự xuất hiện của PLC (Programmable Logic Controller) đã đánh dấu một bước ngoặt quan trọng trong lĩnh vực điều khiển tự động. PLC không chỉ thay đổi cách thức thiết kế hệ thống điều khiển, mà còn nâng tầm hiệu quả và độ chính xác trong sản xuất.
Vậy PLC là gì, có cấu tạo ra sao và ứng dụng như thế nào? Bài viết dưới đây Intech Group sẽ giúp bạn hiểu rõ hơn về thiết bị điều khiển lập trình này.
PLC là gì?
PLC (viết tắt của Programmable Logic Controller) là một thiết bị điều khiển lập trình được sử dụng để thực hiện các thuật toán điều khiển logic thông qua ngôn ngữ lập trình. Nhờ khả năng lập trình linh hoạt, PLC có thể thực hiện một chuỗi các hành động tuần tự, được kích hoạt bởi các tín hiệu ngõ vào (input) từ cảm biến hoặc từ các yếu tố điều kiện như thời gian định kỳ.
Trong thực tế, PLC thường được dùng để thay thế các hệ thống điều khiển relay truyền thống, giúp tiết kiệm không gian, tăng độ chính xác và dễ dàng bảo trì, mở rộng.

Cấu tạo chi tiết của PLC
1. Cấu tạo phần cứng của PLC
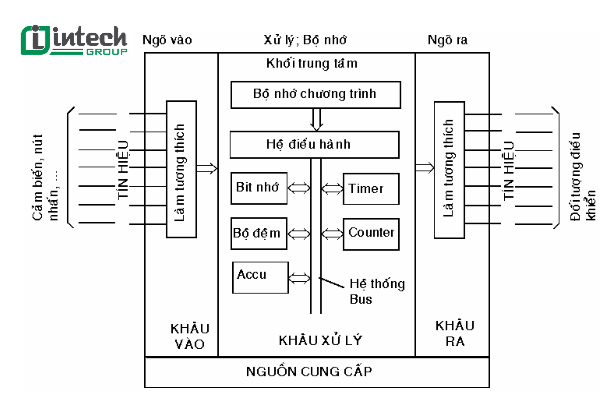
Bộ điều khiển lập trình PLC được cấu thành từ nhiều bộ phận chính, bao gồm:
Khối xử lý trung tâm (CPU)
CPU đóng vai trò là "bộ não" của PLC, chịu trách nhiệm xử lý tất cả các chương trình và lệnh điều khiển. CPU sẽ thực hiện các đầu ra (output) dựa trên dữ liệu thu thập từ các tín hiệu đầu vào (input) của hệ thống.
Mô-đun đầu vào/đầu ra (I/O Module)
Mô-đun đầu vào (Input Module): Kết nối PLC với các thiết bị ngoại vi như cảm biến, công tắc, nút nhấn,... để thu thập dữ liệu về trạng thái hoạt động như nhiệt độ, áp suất, tốc độ, lưu lượng,...
Mô-đun đầu ra (Output Module): Chuyển đổi các tín hiệu điều khiển từ CPU thành tín hiệu số hoặc analog để điều khiển các thiết bị đầu ra như động cơ, van, đèn báo,...
Bộ nguồn (Power Supply)
Bộ nguồn chuyển đổi điện áp AC từ lưới điện thành điện áp DC ổn định, cung cấp năng lượng cần thiết cho CPU và các mô-đun I/O hoạt động hiệu quả, liên tục và an toàn.
Thiết bị lập trình (Programming Device)
Là thiết bị dùng để kết nối và lập trình cho PLC, thường là máy tính có cài đặt phần mềm chuyên dụng của nhà sản xuất, cho phép người dùng nạp, sửa đổi, kiểm tra chương trình điều khiển.
2. Phần mềm lập trình PLC
Phần mềm lập trình PLC là công cụ không thể thiếu trong quá trình thiết lập hoạt động cho hệ thống. Mỗi nhà sản xuất PLC đều phát triển nền tảng phần mềm riêng, tuy nhiên các phương pháp lập trình phổ biến nhất hiện nay gồm:
Ngôn ngữ lập trình Ladder (Ladder Logic)
Ladder Logic là ngôn ngữ lập trình đồ họa, mô phỏng sơ đồ điều khiển rơle điện tử truyền thống. Các thao tác như điều khiển trình tự, định thời gian, đo lường, tính toán,... đều có thể dễ dàng thực hiện thông qua các tiếp điểm và cuộn dây ảo tương ứng với bộ nhớ và các chân I/O.
Ngôn ngữ Structured Text (Văn bản có cấu trúc)
Structured Text là ngôn ngữ lập trình dạng văn bản, cú pháp tương tự như các ngôn ngữ lập trình cấp cao như C++, Python hoặc Visual Basic. Structured Text cũng có thể được tích hợp với các ngôn ngữ khác để xây dựng khối chức năng mạnh mẽ.
Ngôn ngữ Function Block Diagram (Khối chức năng)
Dữ liệu đầu vào được đưa vào các khối chức năng, khi đáp ứng điều kiện lập trình sẵn, hệ thống sẽ xuất tín hiệu điều khiển đầu ra tương ứng. Các khối chức năng tiêu chuẩn bao gồm: bộ đếm, bộ định thời, hàm toán học (tối đa, tối thiểu, trung bình,...).
Nguyên lý làm việc của PLC
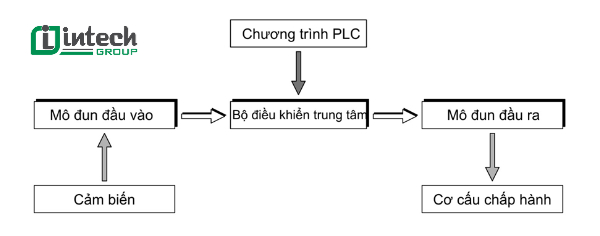
Nguyên lý làm việc của PLC (Programmable Logic Controller) dựa trên chu trình tuần hoàn gồm ba bước cơ bản:
Giám sát trạng thái đầu vào (Input): PLC liên tục thu thập tín hiệu từ các thiết bị đầu vào như cảm biến, công tắc, hoặc tín hiệu số/tương tự.
Xử lý chương trình điều khiển: Dựa trên chương trình được lập trình sẵn, PLC xử lý dữ liệu đầu vào thông qua các hàm logic, toán học hoặc điều kiện điều khiển.
Cập nhật và thực hiện đầu ra (Output): Sau khi xử lý, PLC gửi tín hiệu điều khiển tới các thiết bị đầu ra như động cơ, đèn báo, van khí nén,…
1. Chu trình quét (Scan Cycle)
Mỗi PLC hoạt động theo một chu trình lặp lại gọi là chu kỳ quét. Trong chu kỳ này, CPU sẽ thực hiện theo trình tự:
-
Đọc và ghi nhận toàn bộ trạng thái đầu vào.
-
Xử lý chương trình điều khiển từ trên xuống dưới, từ trái sang phải.
-
Cập nhật tín hiệu điều khiển tới đầu ra sau khi hoàn tất việc xử lý.
2. Thời gian quét (Scan Time)
Thời gian quét là tổng thời gian cần thiết để PLC hoàn thành một vòng lặp đầy đủ (input → xử lý → output). Thời gian này thường được tính bằng mili giây (ms). Thời gian quét càng ngắn, khả năng PLC phản hồi với các thay đổi của hệ thống càng nhanh và chính xác. Nếu thời gian quét quá dài so với tốc độ thay đổi của quy trình sản xuất, hệ thống có thể hoạt động không hiệu quả hoặc gặp lỗi điều khiển.
3. Bộ nhớ và khả năng lưu trữ
PLC lưu trữ tất cả trạng thái của đầu vào và đầu ra trong bộ nhớ nội. Ngoài ra, nó còn lưu cả chương trình điều khiển, các biến trung gian, công thức tính toán và các giá trị tín hiệu tương tự.
Vai trò của PLC trong sản xuất hiện đại
PLC (Programmable Logic Controller) là thiết bị điều khiển lập trình đóng vai trò then chốt trong lĩnh vực tự động hóa công nghiệp
1. Tự động hóa quy trình sản xuất và kiểm soát thiết bị
Hệ thống PLC xử lý tín hiệu từ các thiết bị đầu vào và điều khiển thiết bị đầu ra theo thời gian thực:
-
Thiết bị đầu vào: Bao gồm cảm biến, công tắc, nhiệt kế, rơ le… dùng để đo lường thông số như nhiệt độ, áp suất, tốc độ.
-
Xử lý trung tâm: PLC sẽ so sánh các tín hiệu đầu vào với chương trình điều kiện logic được lập trình từ trước.
-
Thiết bị đầu ra: Khi điều kiện đạt yêu cầu, PLC gửi tín hiệu để điều khiển thiết bị như van, động cơ, băng tải, hệ thống đèn báo, HMI...
Ví dụ thực tế: Khi cảm biến áp suất phát hiện vượt ngưỡng, PLC sẽ ngay lập tức gửi lệnh mở van xả để giảm áp, giúp hệ thống trở về trạng thái an toàn mà không cần con người can thiệp.
Ngoài ra, PLC còn được ứng dụng để:
-
Bật/tắt băng chuyền tự động theo chu kỳ sản xuất.
-
Điều chỉnh nhiệt độ qua bộ trao đổi nhiệt.
-
Kích hoạt cảnh báo trên HMI khi phát hiện thông số bất thường.
![Vai trò của PLC]()
2. Kết nối SCADA
Một vai trò không thể thiếu khác của PLC trong sản xuất hiện đại là khả năng kết nối với hệ thống SCADA (Supervisory Control and Data Acquisition) hoặc các hệ thống quản lý sản xuất (MMS).
-
PLC thu thập dữ liệu: Từ thiết bị và dây chuyền sản xuất như tốc độ, số lượng, trạng thái hoạt động...
-
SCADA xử lý và hiển thị: Các chỉ số như hiệu suất tổng thể OEE, biểu đồ xu hướng, cảnh báo lỗi, báo cáo sản lượng được trình bày trực quan.
-
Ra quyết định nhanh chóng: Dữ liệu trực quan giúp nhà quản lý theo dõi tình trạng thiết bị, phát hiện sự cố sớm, đưa ra quyết định kịp thời nhằm tối ưu hiệu suất và giảm thiểu chi phí.
Việc tích hợp PLC và SCADA không chỉ nâng cao khả năng giám sát và phân tích, mà còn góp phần rút ngắn thời gian dừng máy, giảm thiểu sai sót và nâng cao chất lượng vận hành.
3. Nền tảng cho IIoT và Machine Learning trong sản xuất
Trong thời đại công nghiệp 4.0, các công nghệ như IIoT (Industrial Internet of Things) và Machine Learning ngày càng được ứng dụng rộng rãi trong sản xuất thông minh.
-
IIoT cho phép kết nối nhiều thiết bị công nghiệp qua mạng để thu thập dữ liệu đồng bộ.
-
Machine Learning sử dụng dữ liệu từ PLC để học hỏi, nhận diện mẫu và đưa ra dự đoán thông minh.
Nhờ dữ liệu do PLC cung cấp, hệ thống có thể:
-
Dự đoán thời điểm cần bảo trì thiết bị (Predictive Maintenance).
-
Phân tích nguyên nhân lỗi và đưa ra giải pháp tối ưu.
-
Đề xuất hành động cải tiến năng suất và chất lượng.
Lời khuyên khi lựa chọn PLC phù hợp cho doanh nghiệp sản xuất
Lựa chọn PLC (Programmable Logic Controller) phù hợp là bước quan trọng giúp đảm bảo hiệu suất vận hành, độ ổn định và khả năng mở rộng của hệ thống sản xuất. Với rất nhiều dòng sản phẩm khác nhau trên thị trường, việc lựa chọn đúng PLC không chỉ phụ thuộc vào thương hiệu mà còn dựa trên nhu cầu vận hành thực tế.
- Xác định mục đích sử dụng
Trước tiên, doanh nghiệp cần xác định mục đích mua PLC:
-
Nếu để thay thế hoặc dự phòng: Hãy dựa trên thông tin kỹ thuật được in trên tem nhãn của thiết bị PLC hiện tại, bao gồm model, thông số điện và số lượng I/O. Đừng quên sao lưu toàn bộ chương trình cũ để đảm bảo việc khởi động lại hệ thống không gặp gián đoạn.
-
Nếu để lắp đặt hệ thống mới: Cần làm rõ yêu cầu kỹ thuật và quy mô dây chuyền sản xuất. Lúc này, doanh nghiệp cần lựa chọn PLC có khả năng mở rộng module, bộ nhớ phù hợp và tính năng đáp ứng chính xác nhu cầu sản xuất.
2. Phân tích cấu trúc hệ thống
Việc hiểu rõ cấu trúc hệ thống giúp lựa chọn PLC đúng chuẩn, tránh tình trạng dư thừa hoặc thiếu hụt chức năng:
-
Xác định số lượng ngõ vào/ra (I/O): Gồm tín hiệu số, tín hiệu analog và các tín hiệu đặc biệt (nếu có). Từ đó lựa chọn CPU và các module mở rộng tương ứng.
-
Yêu cầu kết nối với HMI hoặc thiết bị ngoại vi: Nên chọn PLC có cổng truyền thông mở rộng như Ethernet, RS232, RS485 hoặc hỗ trợ các giao thức như Modbus, Profibus…
-
Bộ nhớ và dung lượng lưu trữ: Tùy theo độ phức tạp của chương trình điều khiển, hãy chọn PLC có bộ nhớ đủ lớn để xử lý trơn tru các tác vụ logic.
![Lời khuyên khi lựa chọn PLC phù hợp]()

3. Xem xét yêu cầu về điện năng
Đây là yếu tố rất quan trọng, ảnh hưởng đến độ ổn định và tuổi thọ thiết bị:
-
Công suất tải: Xác định công suất cần thiết để vận hành toàn hệ thống điều khiển.
-
Điện áp đầu vào của PLC: Có thể là 24VDC hoặc 220VAC – cần đảm bảo tương thích với hệ thống điện hiện có.
-
Điện áp và dòng điện đầu ra: Chọn PLC có thông số phù hợp với thiết bị điều khiển như motor, relay, van điện...
4. Đánh giá tốc độ xử lý của PLC
Tốc độ xử lý là yếu tố cần được cân nhắc khi hệ thống cần phản hồi nhanh:
-
Hệ thống máy móc hoạt động ở tốc độ cao hay thấp?
-
Có yêu cầu đếm xung encoder hoặc xử lý tín hiệu tốc độ cao không?
-
Thời gian xử lý logic có ảnh hưởng đến chất lượng sản phẩm không?
Đối với những hệ thống yêu cầu phản hồi trong thời gian thực, cần chọn PLC có khả năng xử lý nhanh, độ trễ thấp và hỗ trợ ngắt (interrupt).
5. Xem xét giao diện vận hành
Giao diện người vận hành (HMI) là công cụ không thể thiếu trong các hệ thống điều khiển hiện đại. Tùy vào yêu cầu, doanh nghiệp có thể chọn:
-
Giao diện truyền thống: Gồm các nút nhấn, đèn báo, màn hình LED đơn giản.
-
Giao diện HMI hiện đại: Cho phép hiển thị trạng thái máy, cảnh báo lỗi, số bộ phận, quy trình sản xuất theo thời gian thực. Ngoài ra còn hỗ trợ nhập dữ liệu và thao tác trực tiếp qua màn hình cảm ứng.
Sự kết hợp giữa PLC và HMI giúp tăng cường khả năng giám sát và điều khiển – đặc biệt quan trọng trong các dây chuyền sản xuất tự động.
Kết luận
Việc lựa chọn đúng PLC phù hợp với hệ thống sản xuất giúp doanh nghiệp đảm bảo vận hành ổn định, tiết kiệm chi phí bảo trì và tăng hiệu quả tự động hóa. Hãy cân nhắc kỹ lưỡng các yếu tố về mục đích sử dụng, cấu trúc hệ thống, yêu cầu điện, tốc độ xử lý và giao diện điều hành trước khi quyết định.
Nếu doanh nghiệp cần được tư vấn lựa chọn PLC phù hợp, hãy để lại thông tin liên hệ để được chuyên gia hỗ trợ chi tiết và tối ưu nhất.
Tham khảo thêm nội dung liên quan: